Изготовление оцинкованного воздуховода не должно повреждать стальной оцинкованный защитный слой, оцинкованная листовая металлическая пластина воздуховода должна использоваться для одного укуса, обычно говоря, для круглого воздуховода, закрытого и прорезанного с одним укусом, колено Горизонтальный шов принимает вертикальный врезка, в то время как угловой врез используется для прямоугольного воздуховода.
Оцинкованный воздуховод для изготовления габаритов за пределами длины, в зависимости от того, какой размер для круглого оцинкованного воздуховода имеет преобладающий диаметр. Кроме того, производство оцинкованного воздуховода с использованием резки разделочной доски, фальцевальной машины, кусания рта, местного руководства.
Для оцинкованного воздуховода его производство является определенным стандартом, то есть мы должны строго в соответствии с правилами производства производить наиболее ценное применение оцинкованного воздуховода, давайте посмотрим на соответствующие правила:
Правило первое: нам нужно понять, что мы не должны повредить оцинкованный стальной лист при изготовлении оцинкованного воздуховода.
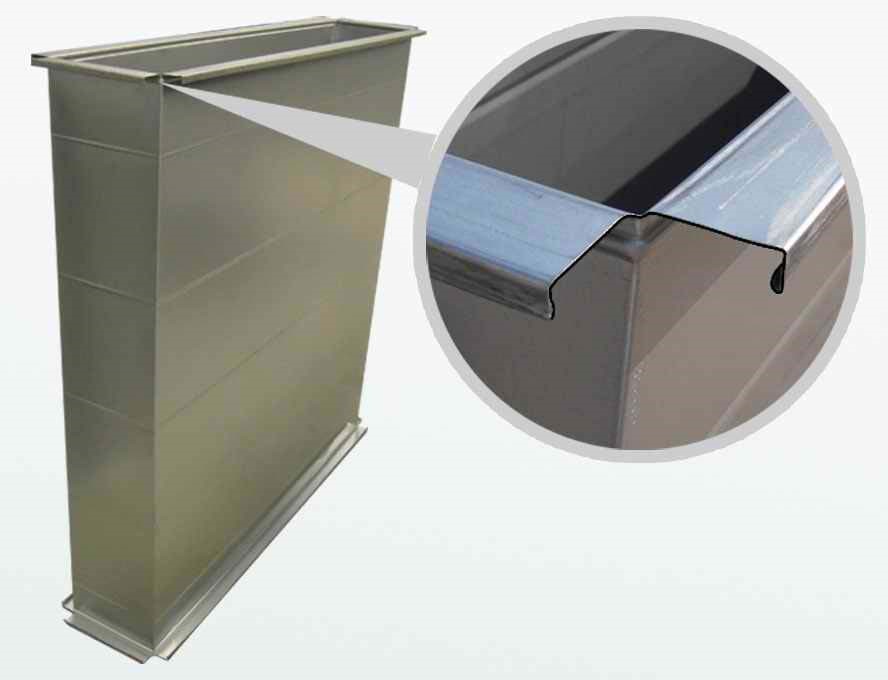
Правило второе: Оцинкованная плита воздуховода должна использоваться для борьбы с одинарным прикусом, обычно говоря, для круглого воздуховода, закрытого и зашитого с одинарным прикусным устьем, горизонтального прикуса, изгиба коленчатого патрубка, а для прямоугольного воздуховода угловой шов с угловым соединением с рот.
Правило третье: При нормальных условиях изготовления воздуховода прямоугольного сечения вне зависимости от того, какой размер больше, диаметр воздуховода круглого сечения больше наружного диаметра. Кроме того, производство оцинкованной резки воздуховодов с использованием ножниц, фальцевальной машины, кусающей рот кусающей машины, местного использования вручную.
При обработке фланцев оцинкованных воздуховодов нужно обратить внимание на проблему?
1. Обработка должна производиться в соответствии с правилами чертежей вместе с рядом норм Отверстия под болты фланца применяют пробивку и штамп от пробивки.
2. При сварке оцинкованных фланцев воздуховодов необходимо использовать специальную форму для позиционной сварки. Чтобы обеспечить одинаковые характеристики взаимозаменяемости фланцев воздуховодов.
3. Оцинкованный материал фланца воздуховода должен быть одобрен подрядчиком, без ржавчины, корки или точечной коррозии.
4. Шероховатость фланцевого сварного шва не более 0,5 мм расстояние между отверстиями для заклепок не более 100 мм, расстояние между отверстиями для винтов не более 120 мм, шаг должен быть точным и иметь взаимозаменяемость.
5. Обработка Оцинкованный фланец воздуховода, образующийся при сварке шлака, сварочных брызг, ржавчины, должен быть тщательно очищен.
Guangzhou Kang Mei Feng является профессиональным производителем застежек-молний для воздуховодов, производящим автоматическую линию по производству воздуховодов, безопасную, эффективную и стабильную.